
[ 3 ] Finiamo il motore ed iniziamo l’abitacolo
Terminiamo il motore
Nella seconda puntata abbiamo visto la quasi totalità delle operazioni di elaborazione del bicilindrico Fiat-Abarth; completiamo questo aspetto tornando sulla zona pulegge per descrivere poi la costruzione di un particolare caro a tutti i giovani di allora: la coppa olio maggiorata ed alettata.
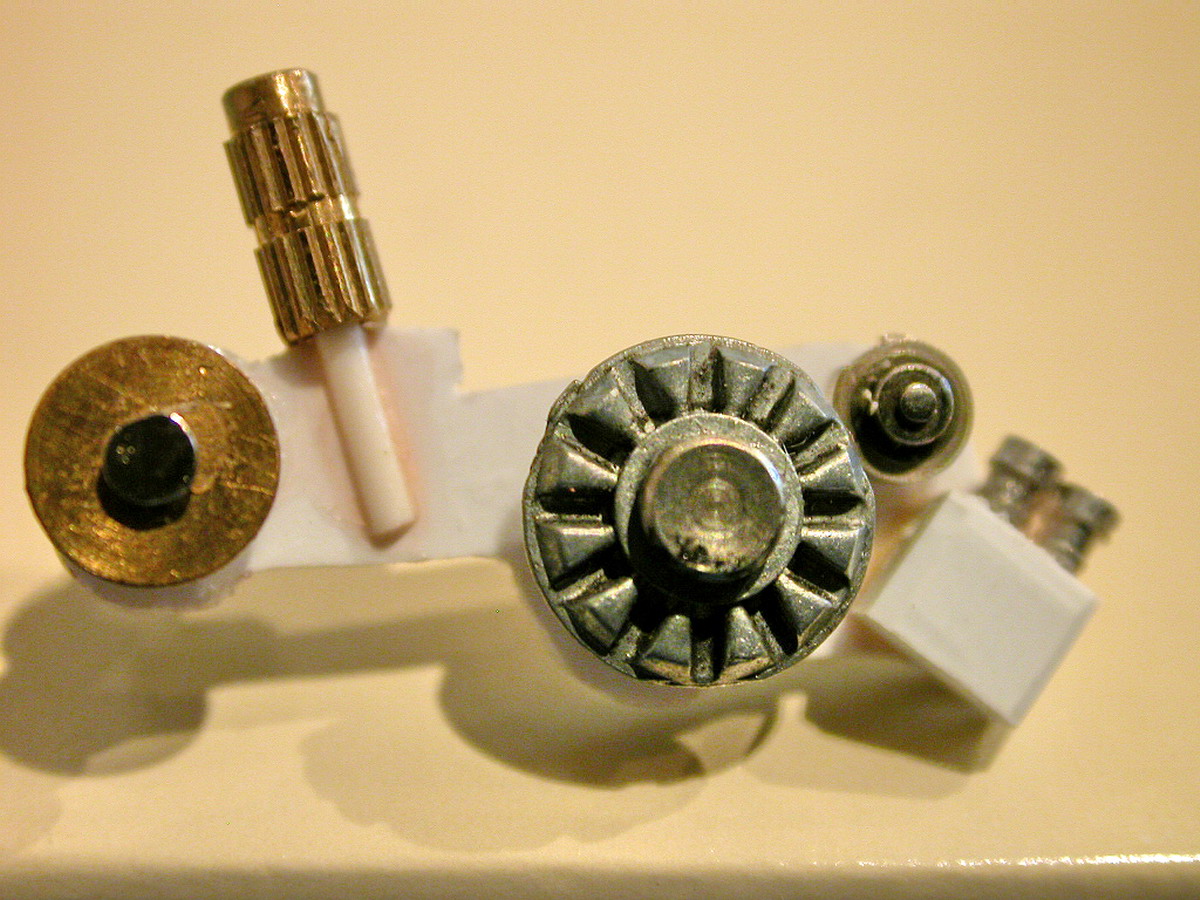
Torniamo a parlare della zona pulegge in quanto la precedente descrizione riguardava l’elaborazione della zona stessa mentre ora ne affrontiamo l’autocostruzione integrata con l’utilizzo di materiali di recupero (piccoli ruotismi in ottone e non, le teste di piccoli ribattini piatti in alluminio, un pezzo ottonato ricavato da un accendino smontato utilizzato come parte terminale della pompa della benzina con alettature per il raffreddamento del carburante ecc.); in questo modo ciascuno potrà scegliere se seguire la via un po’ più semplice oppure impegnarsi un po’ di più tenendo però presente che comunque – a lavoro finito – tutto sarà quasi completamente coperto dal fascione posteriore.
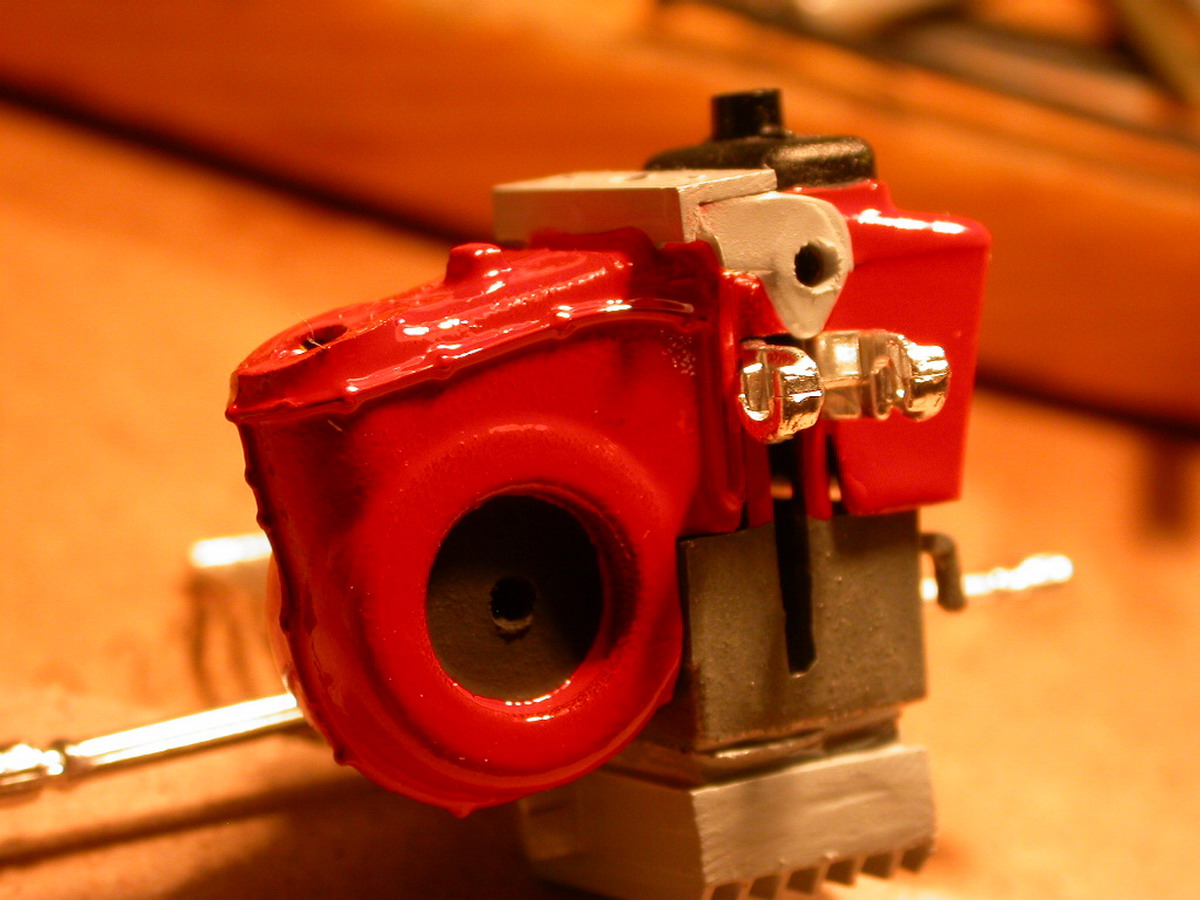
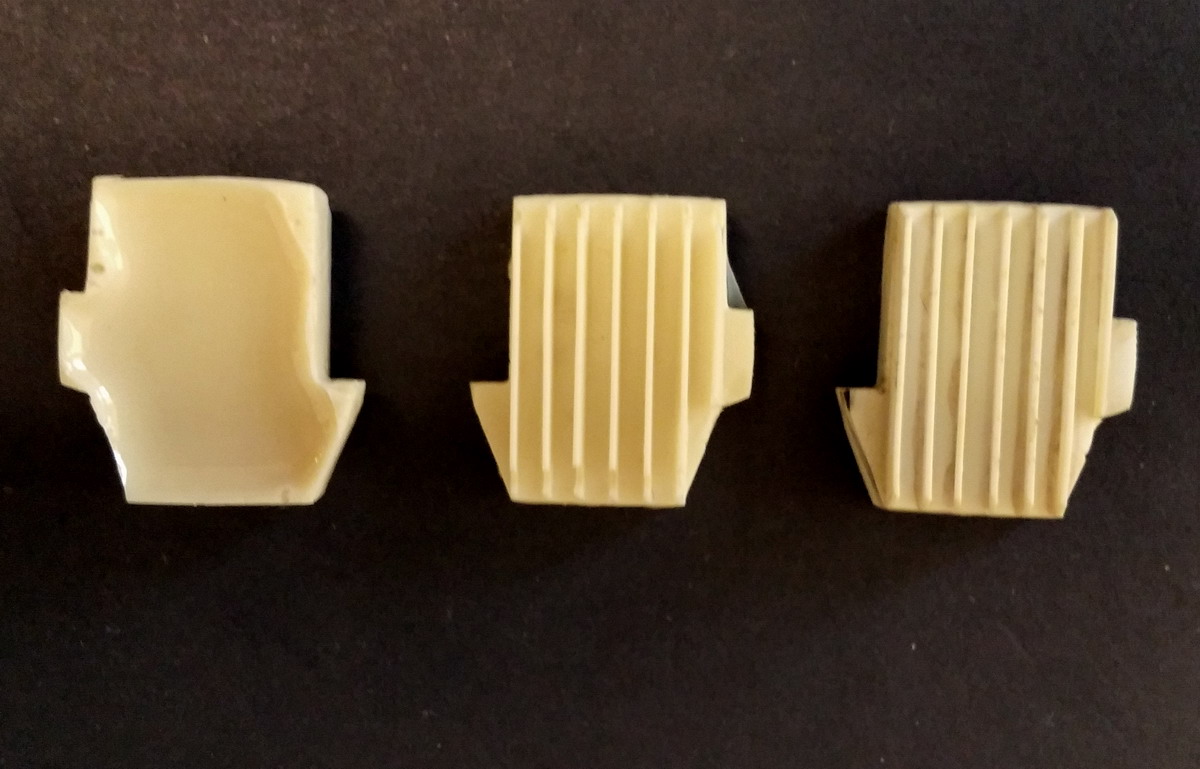
Se il risultato dell’elaborazione precedente (illustrato nella sottostante foto a sinistra) potrebbe essere ritenuto buono, l’autocostruzione di cui alle foto centrale e destra appare, perlomeno ai miei occhi, assai più soddisfacente; ricordo che negli ultimi anni di vita agonistica di queste piccole Fiat Abarth, il regolamento tecnico (annesso «J» dell’annuario CSAI) era diventato molto più permissivo ed i preparatori ne approfittavano a piene mani costruendo ex-novo molti particolari senza nemmeno disdegnare di entrare a gamba tesa nelle eventuali zone grigie, in più modi interpretabili, del regolamento stesso.


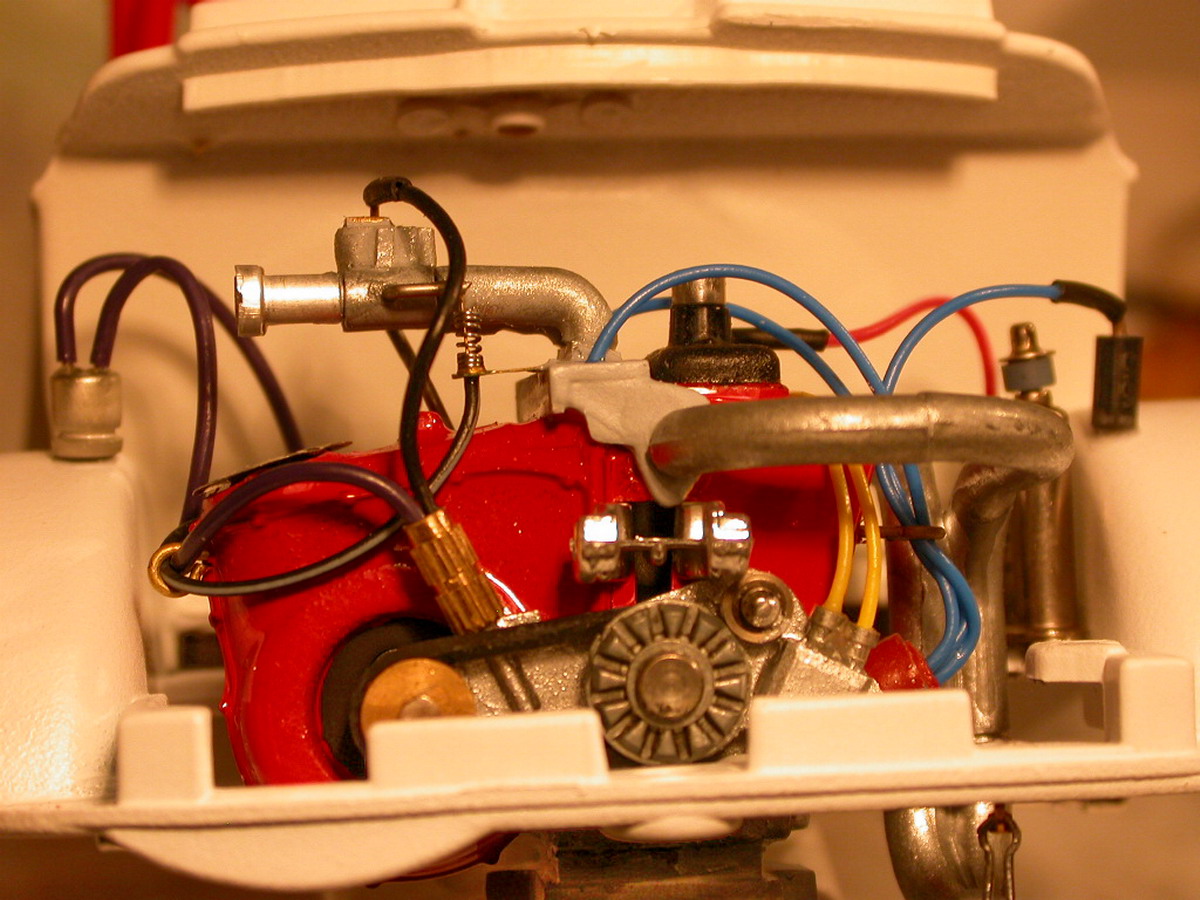
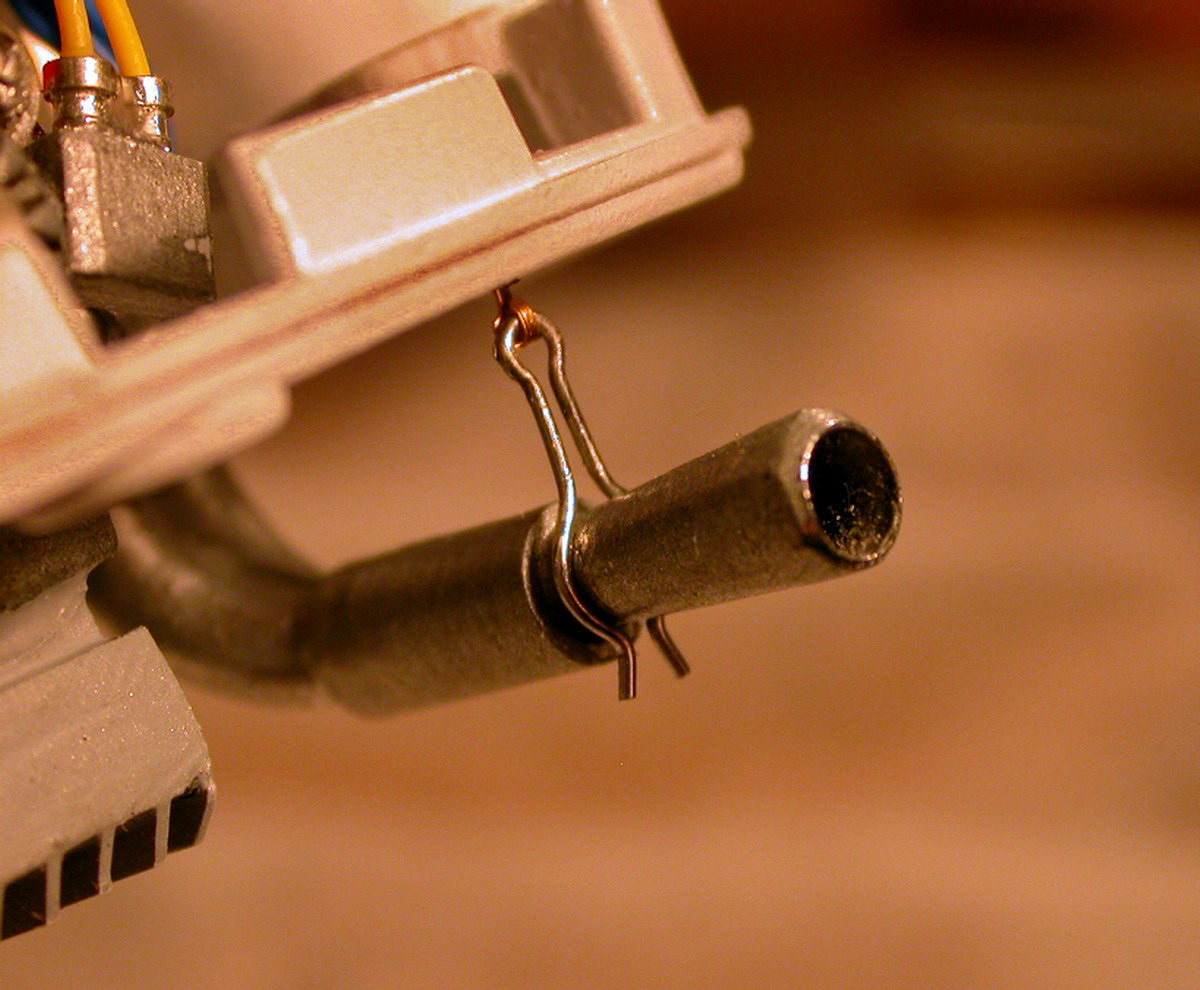
Ed ecco il pezzo finito, e montato ripreso da due diverse angolazioni:

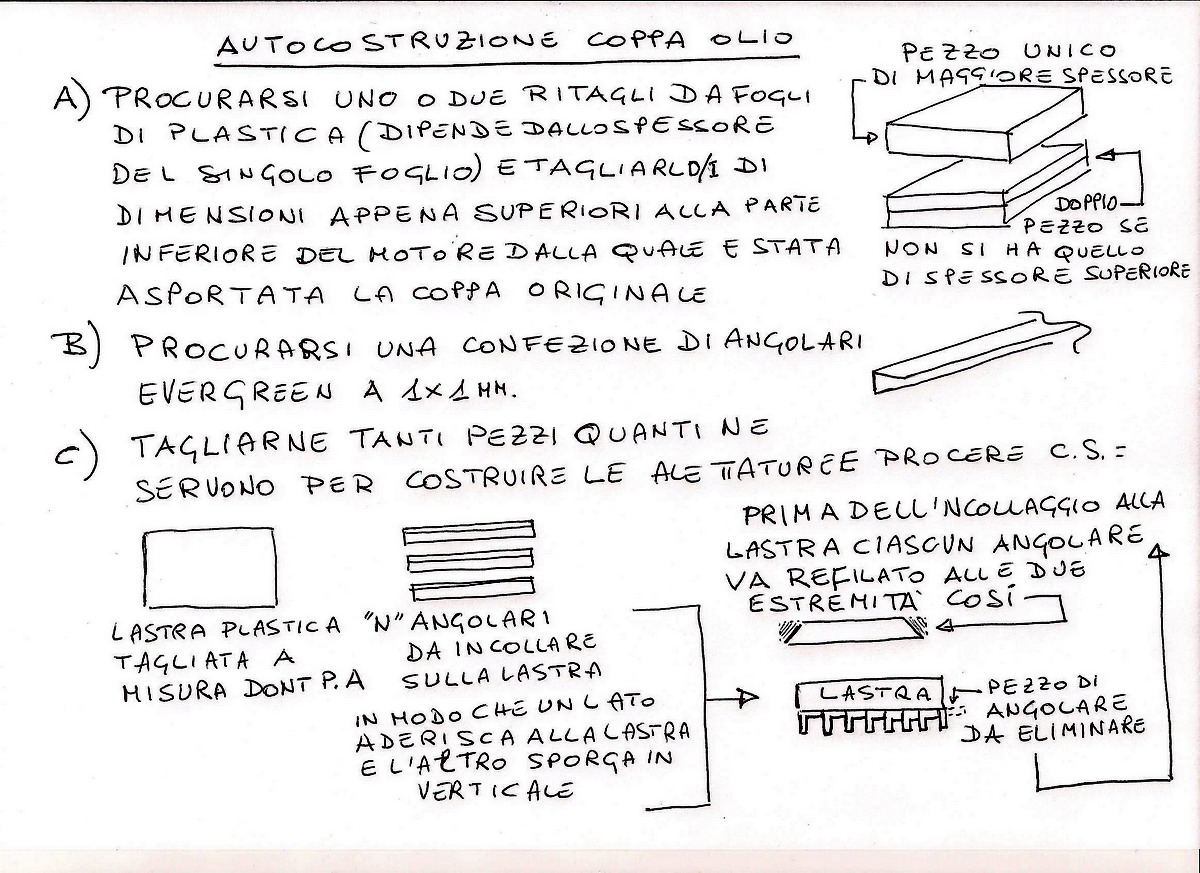
Concludo la descrizione del lavoro sul motore con l’autocostruzione della coppa dell’olio; nonostante il modello riproduca la versione Abarth e non la Fiat 500, la coppa olio è quella dell’utilitaria Fiat, sicuramente per un fatto di economia industriale; per rimediare non resta quindi che porre mano ai soliti ritagli di plastica per costruire il corpo della coppa ed a qualche angolare «Evegreen» per ottenere le alettature di raffreddamento.
La procedura, come si può notare nel sottostante disegno, è facilissima:
Ed il risultato è qui sotto visibile:
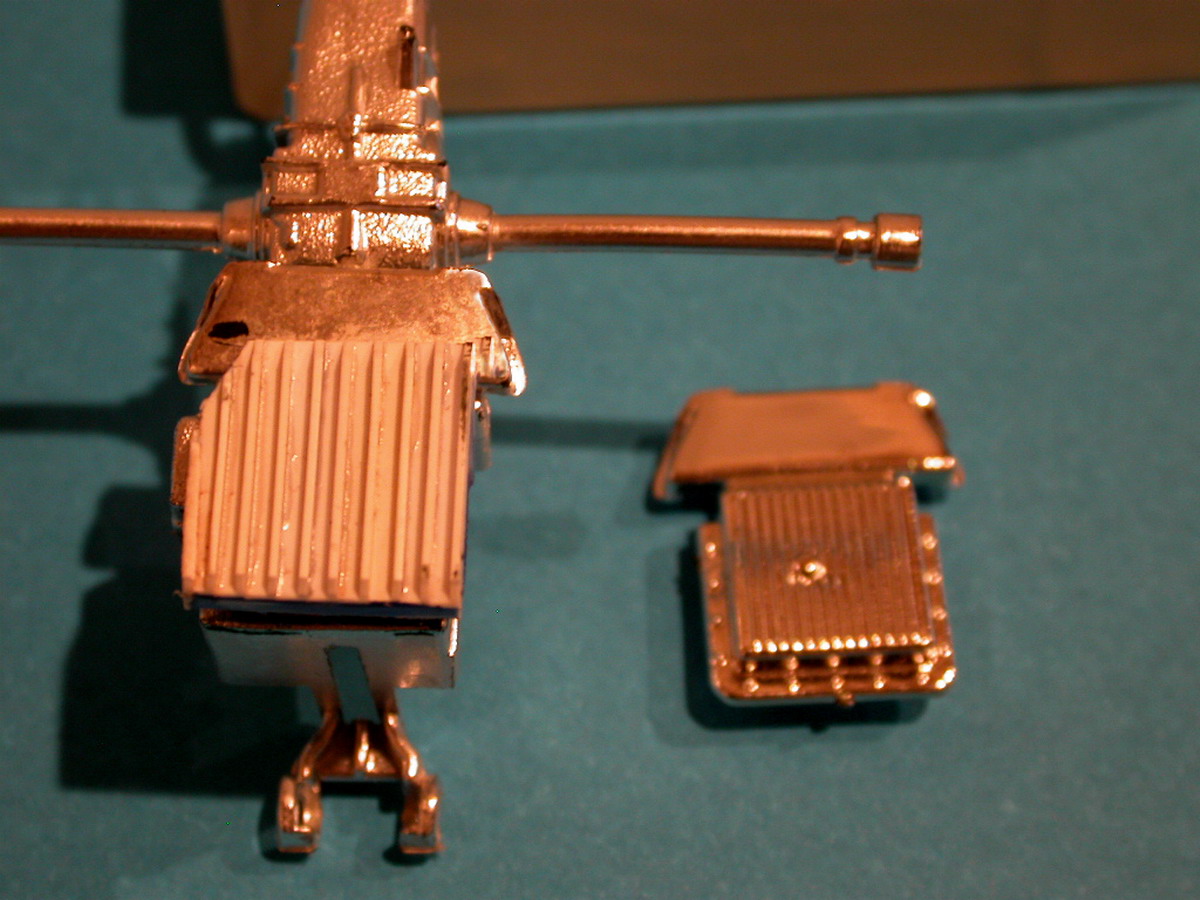

Nella prima foto a sinistra si possono notare a sinistra la «nostra» coppa verniciata e montata al posto della coppa di serie cromata (che si trovava anche nera) visibile sulla destra della foto; nella foto centrale, in secondo piano rispetto allo scarico, è visibile la coppa con le alette di raffreddamento le cui estremità sono state refilate; nella foto a destra ecco il risultato definitivo; va detto che le piccole imperfezioni superficiali che la macro mette in risalto, risultano nella realtà pressoché invisibili.
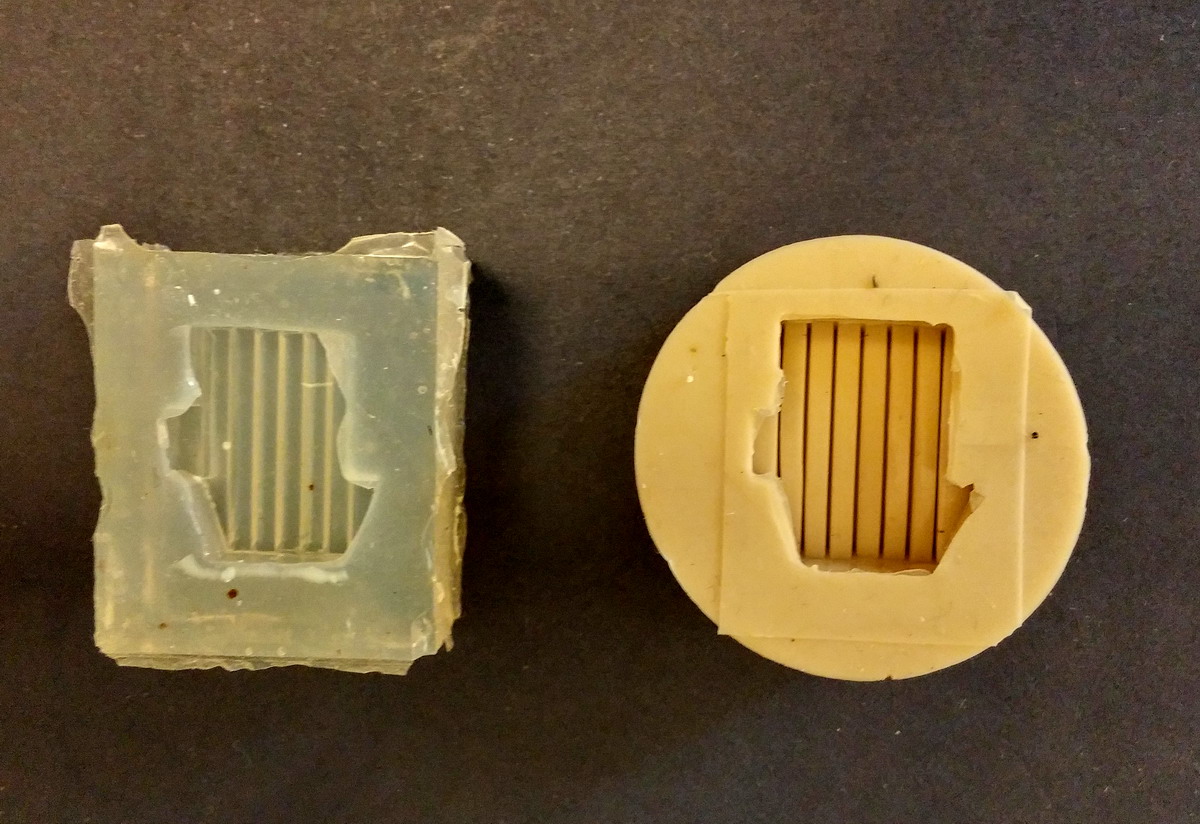
Altra cosa da dire è che all’epoca, prevedendo di replicare l’elaborazione su più modelli (a richiesta di amici e conoscenti ne ho fatti alcuni più uno per me) ho eseguito lo stampo della coppa in gomma siliconica riproducendola in resina; ecco qui sotto, a destra della foto il master realizzato come illustrato nel disegno sopra e a sinistra due viste della coppa in resina:
La foto che segue riproduce due stampi della coppa realizzati con diverse mescole di gomme siliconiche.
Gli interni: iniziamo dai sedili
Partiamo dal sedile anatomico che sostituisce quello di serie; quest’ultimo è stato modificato incollando due fianchetti laterali (cui ognuno darà la forma più appropriata in funzione del modello che si sta realizzando) ricavati come descritto nel sottostante disegno
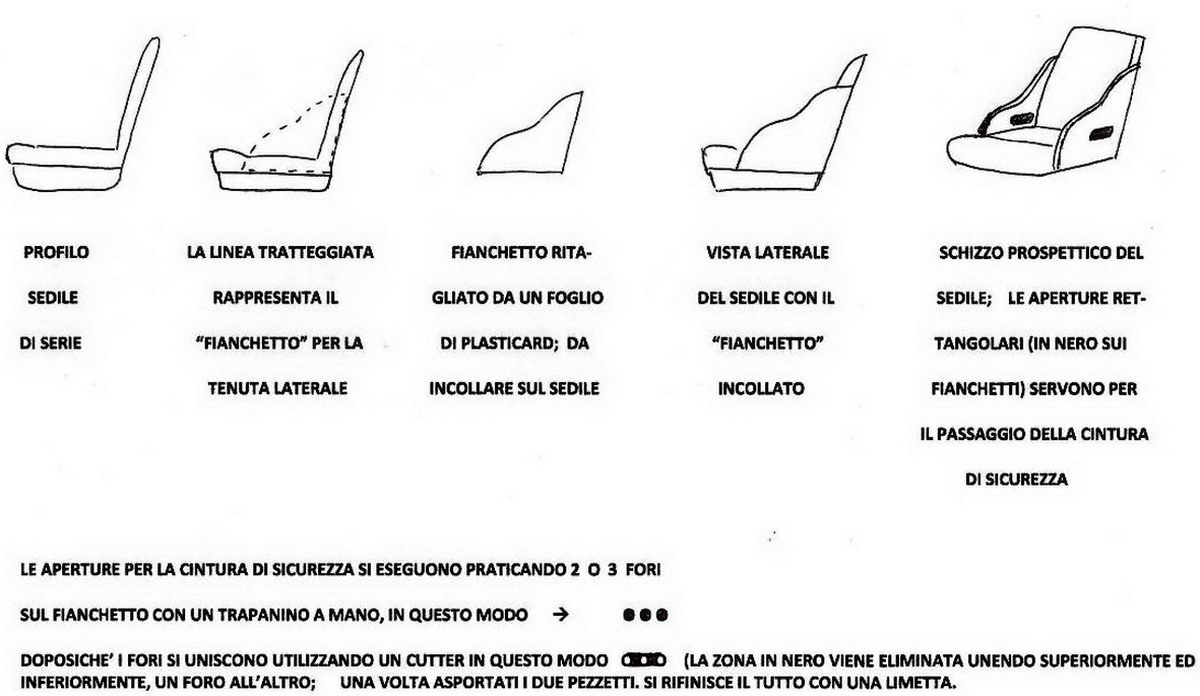
Il risultato è illustrato nelle tre foto sottostanti:



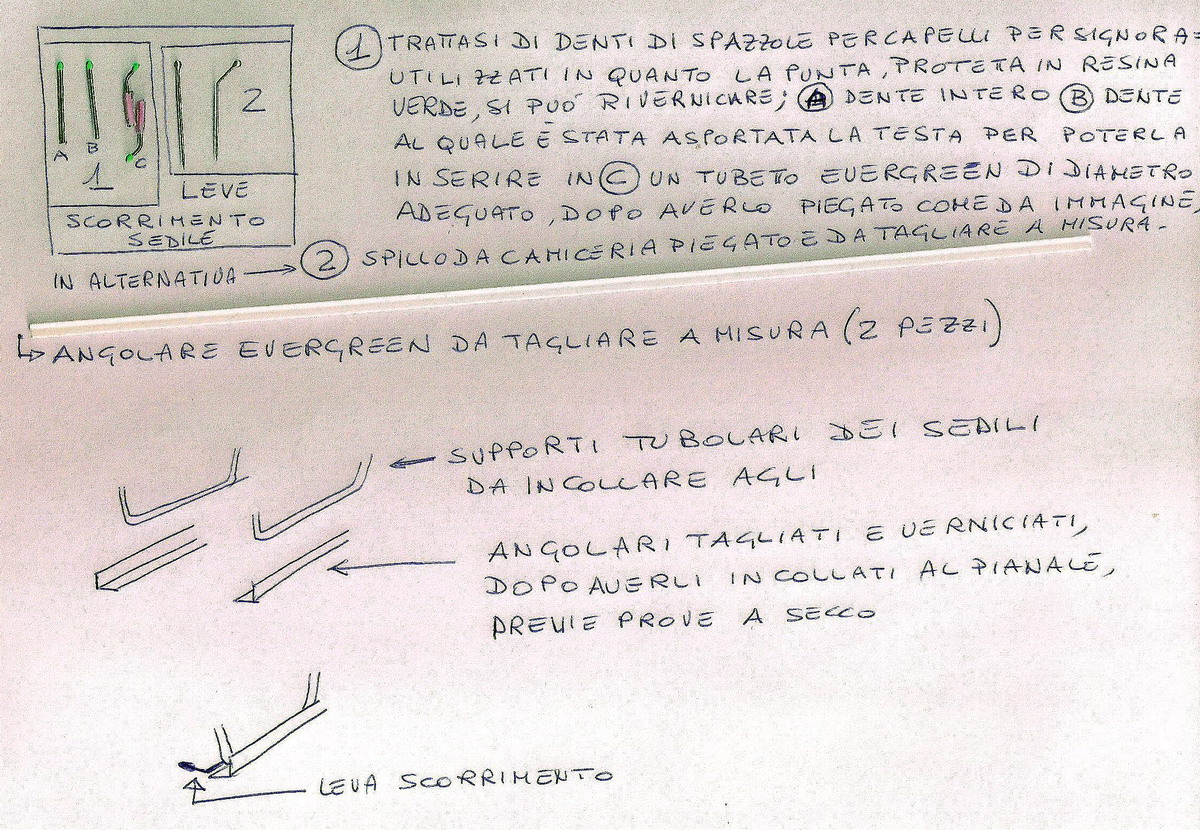
A questo punto con gli angolari EverGreen simili a quelli con cui ho costruito il master della coppa dell’olio, ho realizzato i binari di scorrimento del sedile; dopodiché ho utilizzato uno spillo da camiceria che ho piegato a circa 40° a mo’ di leva di sblocco/blocco del sedile (in altri casi ho usato dei denti di spazzole per capelli); sia lo spillo che il dente sono provvisti di un’estremità bombata che, una volta verniciata in argento o nero opaco, diviene del tutto simile ad un rivestimento dell’estremità della leva di blocco/sblocco.
Ecco il disegno della realizzazione sia dei binari che della leva e, a seguire, la foto del risultato finito:

Dopo aver realizzato il primo sedile aggiungendo i fianchetti e spennellando poi il tutto con plastica diluita in acetone (ve ne ho parlato in precedenza) ne ho elaborato allo stesso modo un secondo, a cui ho asportato con un cutter i due supporti tubolari inferiori che scorrono sui binari in modo da non avere interferenze nella costruzione dello stampo in funzione della successiva colata della resina.


Ovviamente dallo stampo esce un grezzo che va opportunamente limato e stuccato prima di essere verniciato.
Passiamo ora alla panchetta posteriore che, completamente liscia com’è, può essere verniciata del colore della scocca offrendo un effetto «lamiera» abbastanza realistico nonostante manchino le nervature di irrigidimento; prima di verniciarla occorrerà forarne i passaruota ed intaccare con una lima tonda fine la parte frontale della seduta per permettere l’alloggiamento sia dell’arco del roll-bar e sia della sua diagonale; il tutto è ben visibile nella foto che segue.
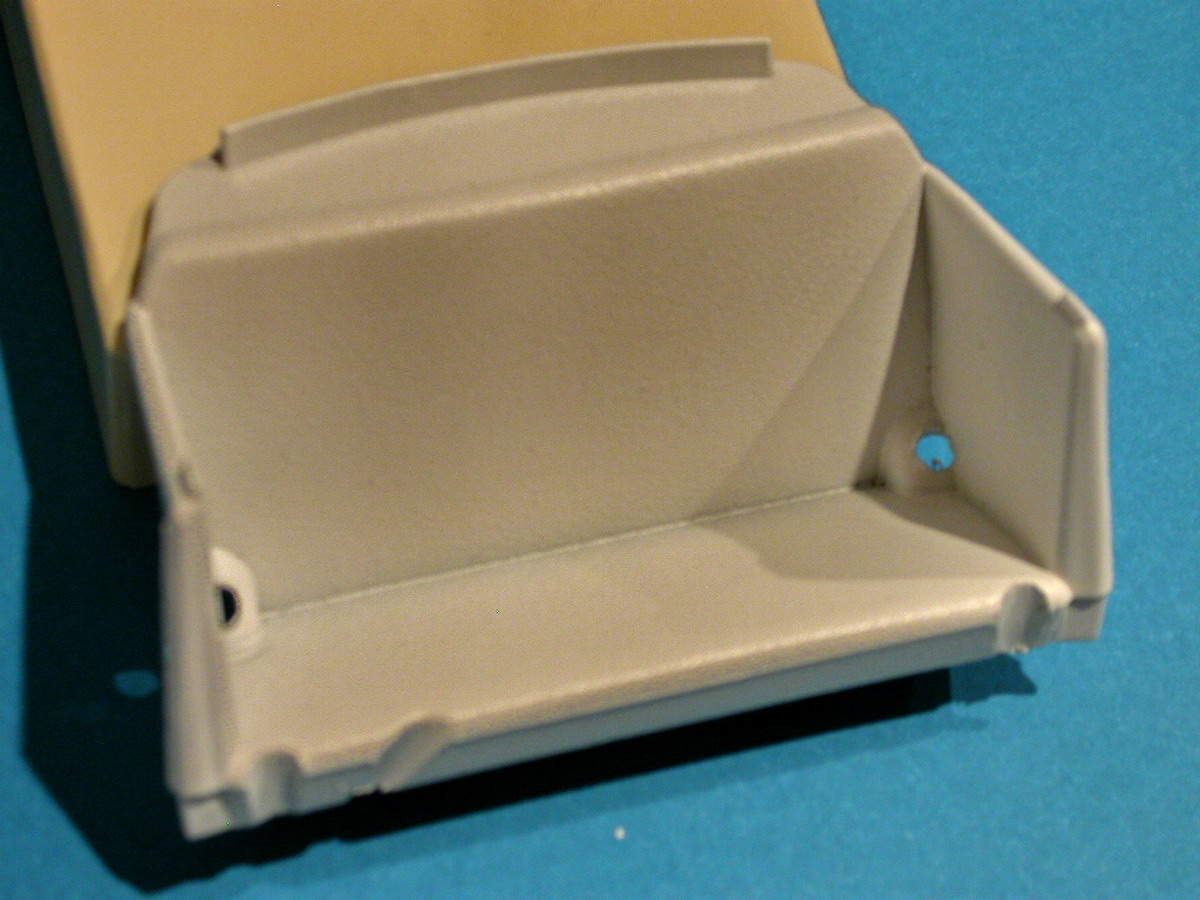
Sia i fori che le «sedi» di arco e diagonale sono stati praticati dopo aver preparato tutti i pezzi del roll-bar ed averli provati a secco.
Le cinture
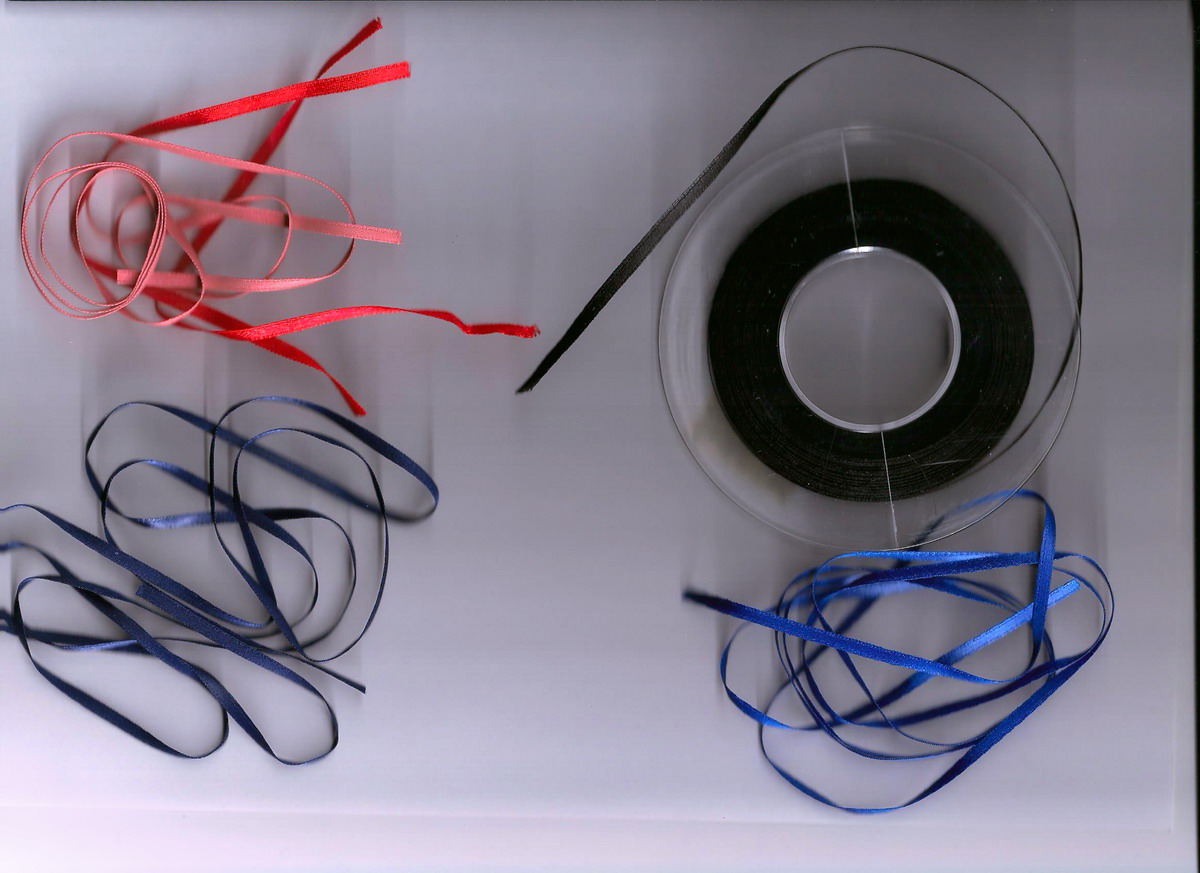
Io le realizzo utilizzando della piccola passamaneria che nei tre colori più utilizzati dai modellisti (rosso, nero, azzurro) si può trovare in qualsiasi merceria ben fornita; eccoli qua:
I punti di attacco per le cinture a quattro punti sono laterali ai sedili per la cintura ventrale e, posteriormente, sulla scocca o sulla traversa del roll-bar (se orizzontale e se posta ad altezza compatibile con i passaggi degli spallacci) come si può rilevare dalle foto di soluzioni reali:



Nel modello si segue la medesima impostazione; per semplicità – e la resa è comunque realistica, io taglio e piego a misura del filo di ottone ottenendo una «U» larga, dopodiché foro il pianale per fissare il ponticello all’interno del quale passerò la cintura; le foto che seguono si riferiscono tanto al modello 695 Burago, quanto ad altri modelli e questo per poter illustrare adeguatamente il procedimento.


La foto sopra a sinistra evidenzia il ponticello al quale si vincolano gli spallacci mentre quella a destra il ponticello della cintura addominale a lato del sedile che, ovviamente sarà replicato dall’altra parte; dopo aver tagliato a misura i vari pezzi della cintura, si passano le quattro estremità all’interno dei ponticelli, si ripiegano all’indietro formando un occhiello e poi si incollano sul nastro stesso con del collante epossidico (da utilizzare con parsimonia; io ne prelevo un poco con la punta di uno stecchino) facendo attenzione a far combaciare i bordi




A questo punto le estremità degli spallacci tagliati in due pezzi per poter montare le fibbie pettorali per la loro registrazione, si montano esattamente nello stesso modo ripiegandoli all’interno delle fibbie; le estremità inferiori degli spallacci (le due seconde parti che vanno dalle due fibbie pettorali alla cintura ventrale) vengono anche queste ripiegate attorno alla cintura ventrale (in modo da formare due occhielli all’interno dei quali passerà la cintura stessa) procedendo poi al loro incollaggio come già detto.
Un altro sistema, un po’ più semplice, è quello di premontate tutta la cintura come da foto seguente, passando all’interno degli occhielli i ponticelli che poi verranno inseriti nei fori già predisposti;

in alternativa se i punti di attacco laterali risulteranno completamente nascosti, si potrà evitare il lavoro dei due occhielli e dei due ponticelli incollando direttamente le due estremità della cintura al di sotto del sedile, dopo aver asportato con una limetta un po’ di materiale in modo da evitare che lo spessore della cintura sollevi il sedile dalla scocca (questo nel caso – come quello esemplificato – che non ci siano i binari di scorrimento del sedile che sono invece presenti sul nostro 695).
Le fibbie delle cinture ed i passanti pettorali sono stati ricavati da materiali di recupero ottenuto smontando vecchi PC e relativi circuiti stampati; alcuni dei componenti smontati e ripuliti sono qui sotto riprodotti.
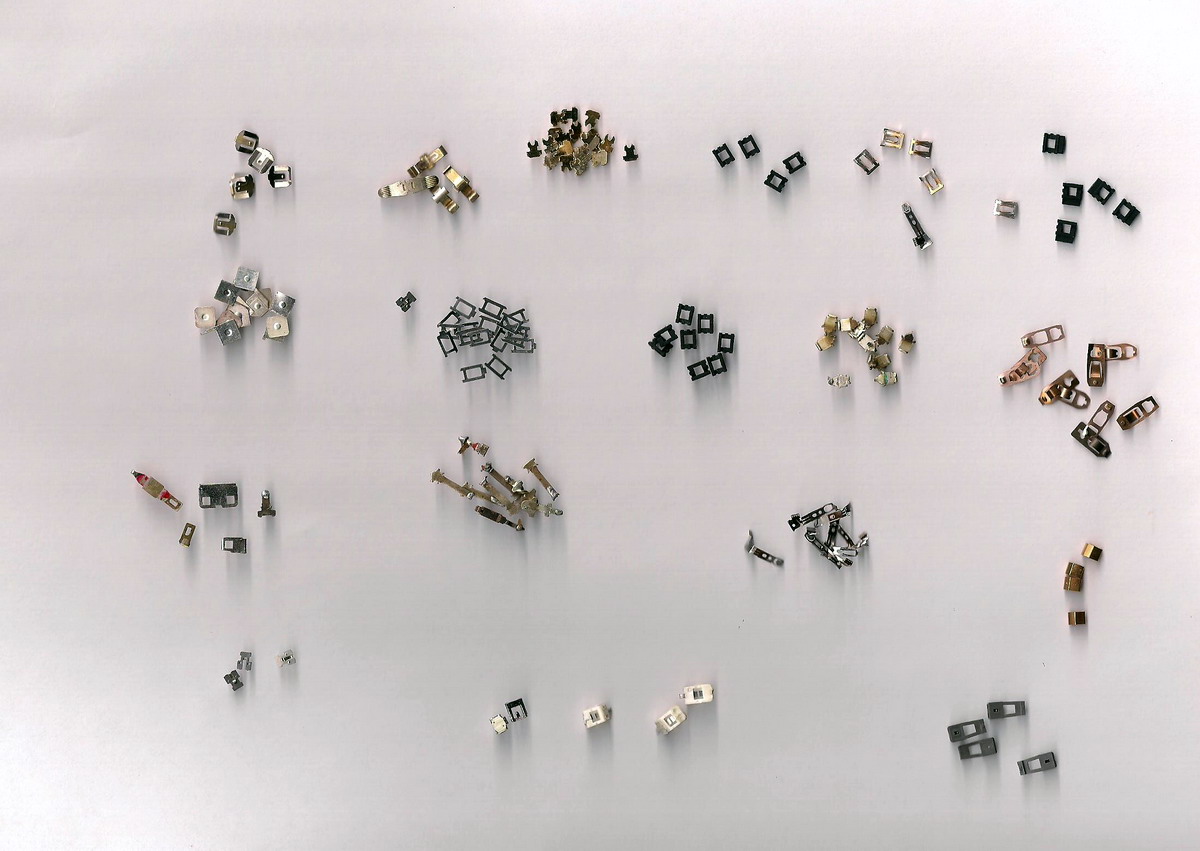
Mentre le foto seguenti riproducono il sedile finito del 695 costruito con le tecniche sinora descritte.


Naturalmente si possono trovare in commercio fotoincisioni come questa (che oggi userei anche io).
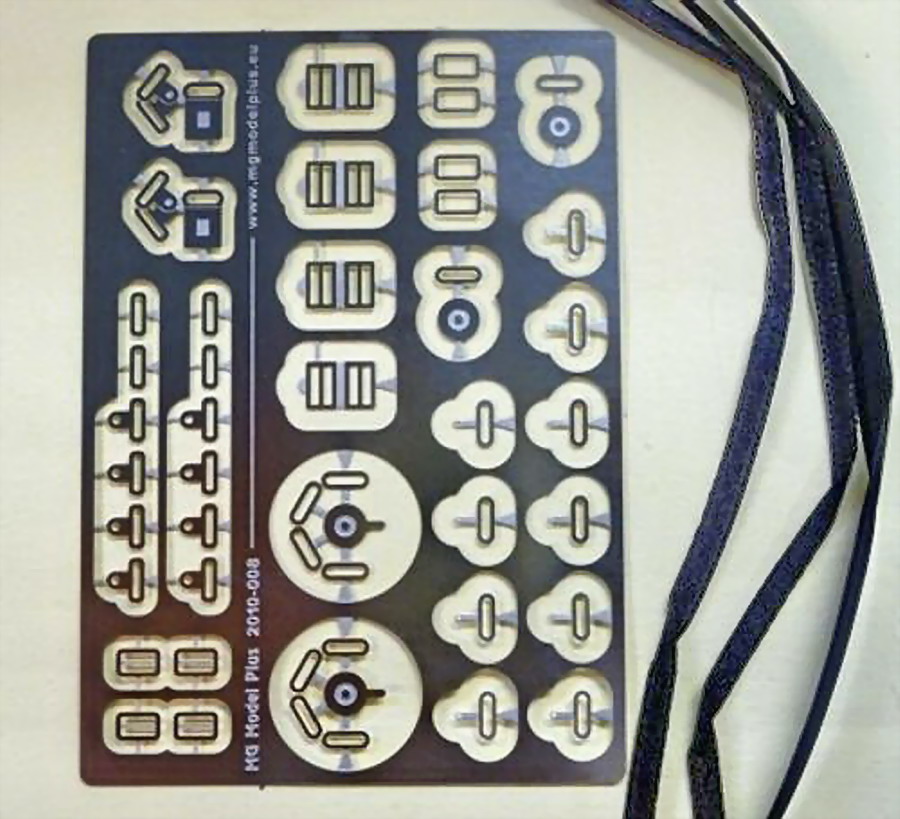
Da completare utilizzando la passamaneria già vista sopra.
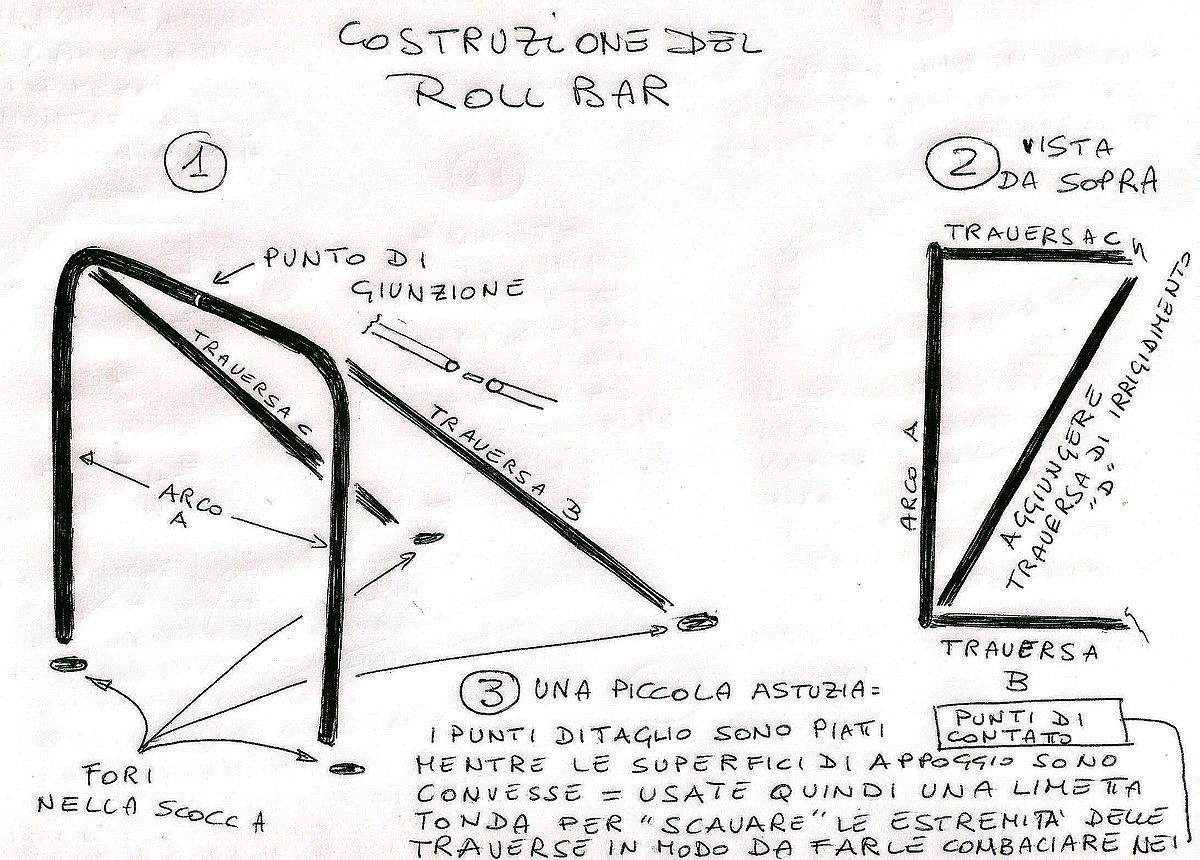
Il roll-bar
Rispolveriamo una foto ed un disegno già visti per rinfrescarci la memoria sull’origine dei tubolari e sulla costruzione del modello più elementare di roll-bar :

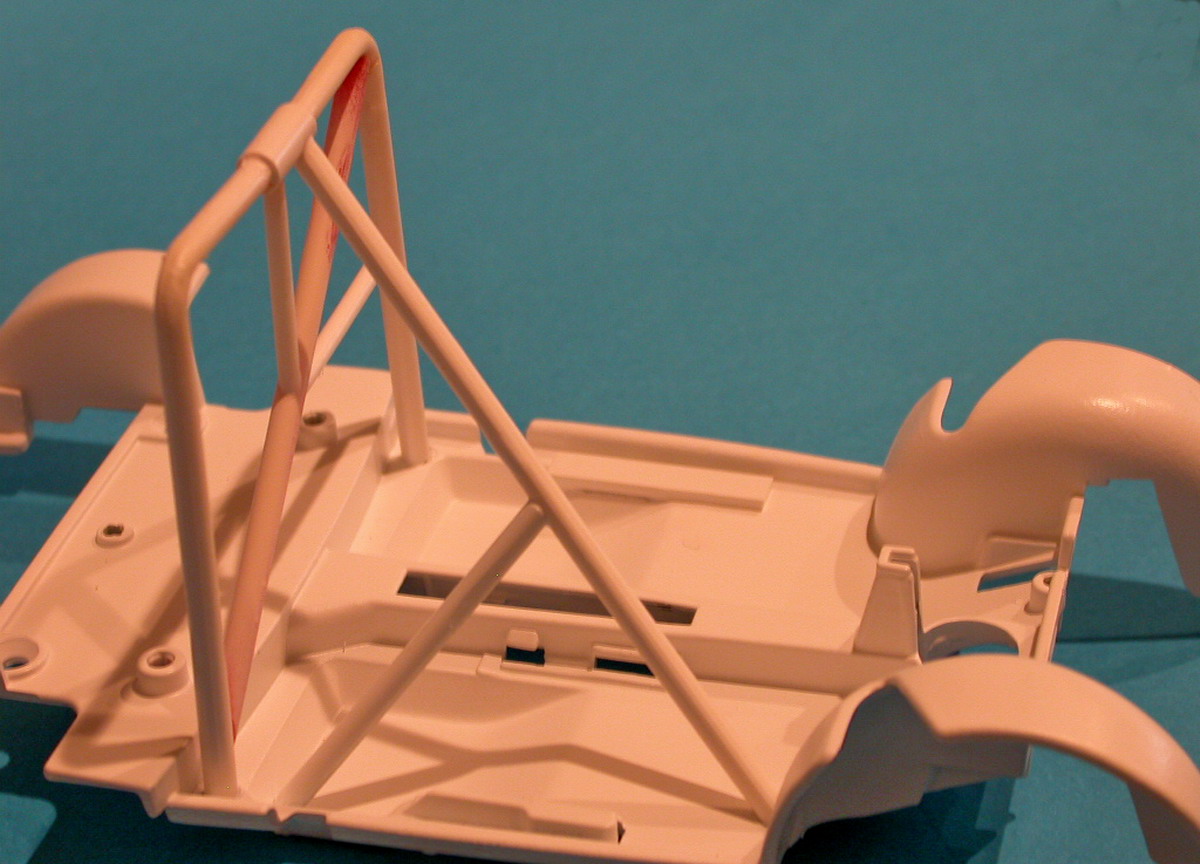
Vediamo prima un roll-bar parzialmente montato sul fondo scocca:
Ora un altro roll-bar montato su un’altra 695 Burago; noterete come siano leggermente differenti nelle controventature, nel numero dei tubolari e nel loro posizionamento:


Nel prossimo appuntamento termineremo l’abitacolo e faremo l’interno del cofano anteriore.
[ Giovanni Notaro ]

